汉语
汉语 English
English Español
Español
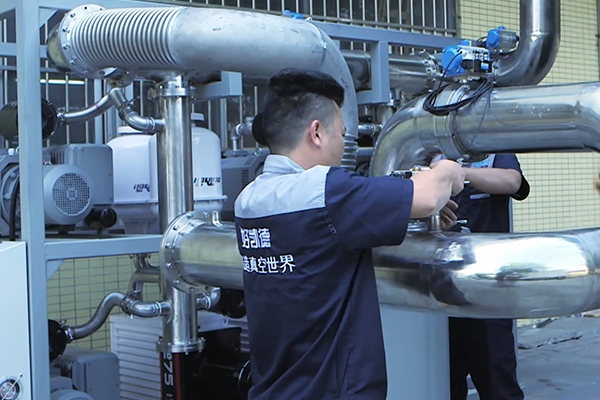
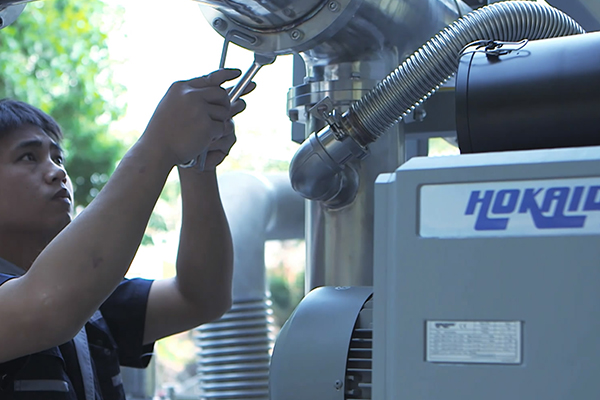
真空压铸辅助机,是专业配套压铸机在压铸过程中抽除压铸模腔内气体的一套辅助系统。真空压铸辅助机,由真空获得设备(好凯德真空泵),储气容器、过滤件、压缩气源、控制阀、油气分离器、电气控制等组成。本机具有抽速快、功能齐全、自动化程度高、操作简便,适应性广等优点,是解决有色金属在压铸过程中出现气孔问题的最佳助手。
快盈lll真空铝合金压铸以抽除型腔中的气体为主,主要有两种形式:
(1)从模具中直接抽气;
快盈lll(2)置模具于真空箱中抽气。采用真空铝合金压铸时,模具的排气道位置和排气道面积的设计至关重要。排气道存在一个“临界面积”,其与型腔内抽出的气体量、抽气时间及充填时间有关。当排气道的面积大于临界面积时,真空铝合金压铸效果明显;反之,则不明显。
快盈lll好凯德真空系统的选择也非常重要,要求在真空泵关闭之前,型腔内的真空度可保持到充型完毕。充氧压铸技术压铸件气孔中的气体绝大部分为N2和H2,几乎没有O2,主要原因是O2与活性金属发生反应生成了固体氧化物,这为充氧压铸技术提供了理论基础。充氧压铸是在压铸前将氧气充入型腔,取代其中的空气。
快盈lll由于压力铸造是在极短的时间内完成充型过程的,很容易造成气体的卷入而影响压铸件的质量。为此发展了加氧压铸机和真空压铸机,中压压铸机也获得了较快的发展,有些压铸机的合型机构采用倾斜形式。压铸过程自动化和压铸计算机控制及压铸柔性加工单元(FMC)也逐步得到发展。
快盈lll(1) 加氧压力铸造是在铝金属液充填型腔之前,用氧气充填压室和型腔,以取代其中的空气和其他气体。其特点是:消除或减少了气孔,提高铸件的质量;结构简单,操作方便,投资少。
(2) 真空压力铸造是先将压铸型腔内空气抽除,然后再压入液体金属。其特点是:可消除或减少压铸件内部的气孔,提高铸件的力学性能和表面质量;压铸时大大减少了型腔的反压力,可使用较低的比压和铸造性能较差的合金。

技术参数
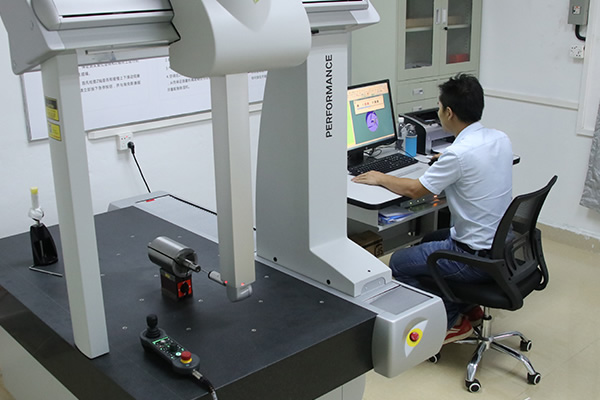
1、真空获得设备:好凯德真空泵(技术参数参照雅之雷德机电科技说明书)。
快盈lll2、压铸机信号源:DC24V。
3、压缩机气源:3~6kg/cm3。
4、冷却用水。
快盈lll5、本设备适应在10~40℃内工作。
工作原理
1、自动按钮:开启真空压铸辅助机后即时进入自动循环待机状态,接收到压铸机信号后,按设定时间循环工作。
2、手动操作:适用于无信号源的压铸机配套使用。
相关动态